客服熱線:
客服熱線:以往加工與鋪貼地漏石材,常出現因打磨設備選擇不當、切割開孔定位不精及鋪貼過程中的板面敲打等原因,造成鑲拼頂角斷裂、拼縫寬窄不一、排水不暢等質量缺陷。
自從采用科技 含量更高的衛生間地漏石材套割打磨技術之后,通過精心策劃與設計,合理運用電腦數控雕刻機、水刀及結合人工打磨相結合的施工工藝,從而解決了前述難題,進而為地漏處石材鑲貼找坡提供了有效的解決辦法。
關鍵詞:地漏石材;數控打磨;水刀切割
1、工程概況
杭州市高科技企業孵化器二期工程位于杭州經濟技術開發區6號路452號,總建筑面積136323m2,地下1層,地上24層,框剪結構,大樓48個衛生間中有96個下水地漏,浴室、泵房、廚房等有排水要求的地漏25個,均采用了衛生間地漏石材套割打磨技術。
2、石材套割打磨特點
(1)地漏石材套割打磨技術采用水刀切割機、電腦數控雕刻機作為石材開孔與坡度打磨機具,加工操作簡單、幾何形狀精細美觀。
(2)水刀切割可完成鉆孔及各種不同形狀切割功能,不會產生熱效應、變形或細微的裂縫,不會產生毛邊,切口細,一次即可完成工件切割且擁有良好的切邊品質。
(3)石材雕刻機為計算機同步控制,可以實現提升全過程的精細控制,打磨過程平穩,石材邊角損傷小。
(4)施工效率高,能夠有效縮短地面石材鋪貼的工期。
(5)工廠化加工有效降低石材破損率,成本降低。
(6)觀感質量佳,排水暢,加工質量均質性強。
3、適用范圍
(1)適用于有排水要求的地面石材加工,尤其是單塊料的開孔、下沉弧度打磨。
(2)適用于建筑物墻面石材刻字、浮雕、線雕、切割及石材鏤空。
(3)電腦雕刻機集編輯、排版、雕刻諸功能于一體,能方便快捷地在各種材料上雕刻出逼真、精致、耐久的二維圖形文字及三維立體浮雕。
4、工藝原理
4.1水刀切割機工作原理
普通的水通過加壓蓄能的方法可獲得200~400MPa及以上的高壓能再通過小孔(矱0.15~0.05mm)噴射而產生800~1000m/s的高速射流,運用這束高速“水箭”或再加入少量細砂對物體進行擊打和運動而形成切割,其產生的溫度最高在60℃內,而這束射流幾乎可以切割從軟到硬的任何材料,我們通常稱之為“冷態切割技術”。
4.2電腦數控雕刻機工藝原理
電腦數控雕刻機由電腦、雕刻機主機和雕刻機控制系統三部分組成,通過繪圖軟件進行設計和排版,并由計算機把設計與排版的信息自動傳送至雕刻機控制系統中,再由控制系統把這些信息轉化成能驅動步進電機或伺服電機的帶有功率的信號(脈沖串),控制雕刻機主機生成X、Y、Z三軸的雕刻走刀路徑。
同時雕刻機上的高速旋轉雕刻頭,按加工材質配置相應的刀具,對固定于主機工作臺上的加工材料進行切削,即可雕刻出在計算面中設計的各種平面或立體的浮雕圖形及文字,實現雕刻自動化作業。數控雕刻機工作原理見圖1。
5、施工工藝流程及操作要點
5.1施工工藝流程
加工方案確定→石材選料及防護→水刀開孔→數控機打磨圓弧→手工粗磨→手工細磨→手工精磨→拋光打蠟。
5.2操作要點
5.2.1加工方案確定
5.2.1.1石材加工條件分析
針對創精品項目要求,詳細研究相關圖紙,掌握衛生間等用水房間的排水孔(地漏)位置及地面塊料模數的關聯情況,還應進行項目實施現場勘察,熟悉現場平面布置情況,繪制多張分塊策劃圖,并進行分析比較優選。
5.2.1.2方案設計內容
根據分塊策劃圖,對施工方案進行具體化。包括材料選擇、現場標高及平面尺寸的復核、石材的排塊、地漏居中板塊、地漏石材加工圖、石材的防護、石材打孔及圓弧加工、石材打磨拋光打蠟等。
5.2.1.3石材加工系統配置
水刀系統裝置由脈沖噴嘴、切割臺、數控柜、步進電機、高壓磨料罐、三缸柱塞泵、溢流閥等硬件系統裝置組成。
數控軟 件系統由整套數控水刀軟件包括全繪編程、參數設置、矢量位圖、文件處理和幫助信息等幾大模塊組成。電腦數控雕刻機硬件主要由雕刻頭電機、電腦控制器、絲桿、導軌等組成,軟件有“文泰雕刻軟件”“精雕雕刻軟件”“海爾雕刻軟件”“TYPE3”“ARTCAM”“CIMATRON”等,軟件功能強大,無論是2D、3D效果,還是浮雕,都可以處理。
5.2.2石材選料及防護
(1)要求加工的石材應與整個房間的用材相同,如顏色、密度、環保要求以及厚度、平面尺寸等。
(2)石材應六面涂刷防護劑,必須待石材的水分干透后方可涂刷防護劑。如水分還未干透,工期又緊的情況下,可先刷五面防護劑,待項目完成后,石材面水分完全蒸發后才做最后一道的正面石材防護劑處理,最后石材打蠟。
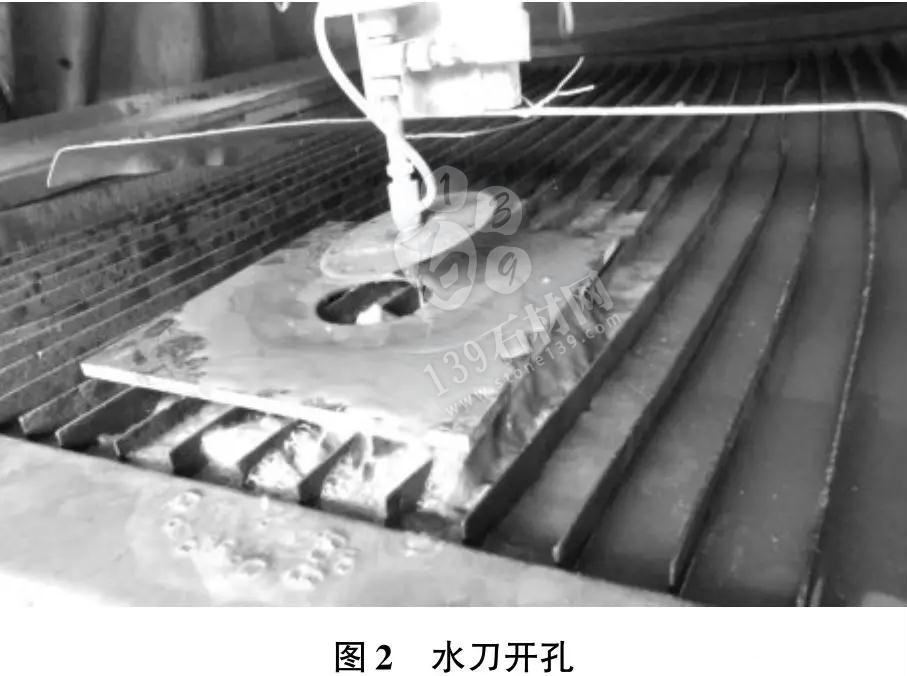
5.2.3水刀開孔
(1)用CAD軟件繪制所需加工圖形(地漏同直徑圓孔),直接轉換成數控文件進行控制切割走刀。
(2)在切割之前,首先要設置好相關切割參數,如噴嘴直徑(0.3mm)、工作壓力(350MPa)、最大水流量(3L/min)、切割速度(100mm/min)等,見圖2。

5.2.4數控機打磨圓弧
(1)按計算機內配置的專用雕刻軟件進行排水圓弧打磨設計,并由計算機把設計圖案的信息自動傳送至雕刻機控制器中,再由控制器把這些信息轉化成能驅動步進電機帶有功率的信號(脈沖串),控制雕刻機主機生成X、Y、Z三軸的雕刻走刀路徑。
同時,雕刻機上的高速旋轉雕刻頭,通過石材加工專用刀具,對固定于主機工作臺上的加工石材進行切削,即可雕刻出在計算機中設計的排水圓弧,實現雕刻自動化作業。
(2)在石材雕刻機開機之前首先確定機床與計算機所有連接正常,然后打開機床電源和計算機電源,在系統啟動完畢后,進入NCStudio數控系統。
確定相關雕刻參數,主軸轉速24000r/min、最大運行速度20000mm/min、最大雕刻速度10000mm/min、分辨率0.005mm、工作電壓AC380V/50Hz、功率2000W等,見圖3。

5.2.5手工打磨、拋光
石材開孔及圓弧打磨完成后,即進行手工打磨。
(1)粗磨:采用弧面板磨光機,120#大理石磨料,磨削效率高,主要清除石材在前道工序中留有的痕跡并將石材的造型面磨削到位;
(2)半細磨:采用400#大理石磨料,將粗磨痕跡清除,形成新的較細的紋路,使石材表面平整、順滑;
(3)細磨:采用800#大理石磨料,細磨后的石材表面花紋、顆粒、顏色已清楚地顯示出來,表面細膩、光滑,開始有微弱的光澤度;
(4)精磨:采用1000#大理石磨料,精磨后的石材表面無肉眼察覺的痕跡。表面越來越光滑,光澤度最高可達到55度以上;
(5)拋光:使用專用的花崗巖拋光機,1500#水砂紙拋光,致使地面光亮平整如新;
(6)打蠟:采用拋光蠟(白蠟),能提高石材產品光度,實體效果[2]見圖4

6、結語
杭州市孵化器有限公司二期工程衛生間及屋頂室外樓梯平臺等處采用了石材套割打磨施工技術,與以往整塊石材裁成四塊中間開孔相比,不僅解決了用水地面在排水口單塊石材找坡與套割難題,還保證了地漏處排水暢通,觀感質量明顯提升。
同時,還大大減少了鋪貼用工,節約了材料,加快了工程進度,工程竣工后經過兩年多的使用,效果良好,物業及業主非常滿意。
參考文獻
[1]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB6566—2010建筑材料放射性核素限量[S].北京:中國標準出版社,2011.
[2]中國建筑科學研究院.GB50210—2001建筑裝飾裝修工程質量驗收規范[S].北京:中國建筑工業出版社,2001.
來源于浙江建筑