客服熱線:
客服熱線:哪些地方可以用到石材拉槽工藝?
大理石拉槽
拉槽是裝修的工藝術語,俗稱槽溝,指用拉削方法加工工件的槽。可以增加空間美觀,起到一定的裝飾效果,引導水流,防滑等作用。?
石材是如今較為流行的裝飾元素,現在家裝選用極為普遍,尤其電視背景墻、窗臺等多個角落。像浴室這么特殊的地方,考慮到洗澡的時候會有很多水流到地面,那么就會變的很光滑,人站在上面容易打滑摔倒。

因此現在很多家庭在裝修淋浴房的時候都選擇用石材拉槽板,石材拉槽除了有著引導水流、防滑等作用還具有裝飾效果,提升空間的美觀,讓石材不會過于單調。
當然除了淋浴房之外,在樓梯、羅馬柱等地方也可以看到拉槽的身影。接下來小編給大家整理了關于石材拉槽的工藝,那么我們話不多說,往下看吧!
石材拉槽板加工工藝流程
1、摘要
歐式的建筑已經越來越成為人們喜歡的主流風格, 無論是羅馬圓柱、吧臺、花槽、衛生間還是廳堂方柱,拉槽工藝都能夠得以體現。


羅馬圓柱?

臺面?
然而拉槽的方式或精度也決定著裝飾的效果與美觀, 此文僅對石材拉槽平面板進行討論。
2、關鍵字
規范流程、提高質量、走向精益生產。
3、操作工職責
3. 1 深加工車間機床操作員嚴格按照圖紙選擇配套鑼輪,嚴格按圖紙尺寸造型, 最大程度減少尺寸誤差,確保加工精度,并使有拼接關系的產品槽位能夠拼接的上。
3. 2 機床操作員對產品進行首件檢驗, 并主動通知當班質檢人員進行復檢, 得到質檢人員的認可后方可進行批量性加工。
3. 3 質檢員負責對產品的最終檢驗和對產品的試拼工作。
3. 4 干磨員工負責對造型誤差的產品進行修磨。
3. 5 水磨員工在打磨拋光的過程中要控制打磨拋光的質量, 確保槽在打磨拋光過程中不變形、 槽間距的直線度、間距一致。

4、加工流程
4. 1 橋切切板:
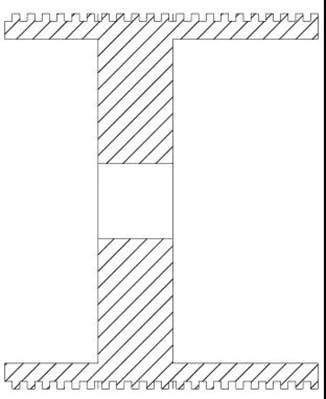
4. 1. 1 橋切選擇板面符合加工質量要求的板材切板進入立體工序拉槽。材料厚度不能薄 于 1mm 偏差, 避免拉槽后而導致底部強度不夠而出現斷裂;出現板材偏薄而使拉槽的深度 太淺。也不可偏厚大于 1mm, 避免因厚度問題引來相關質量投訴。見下圖。

4. 1. 2 對于規格小于 500 以下且有拼接關系的拉槽板, 橋切必須合料切板,拉完槽、水磨拋光 完成為優等品后再行分切, 避免橋切機(仿形機等拉槽設備) 因精度問題而造成槽與槽之間拼接 不上, 或因為水磨人為因素造成變形、勾頭等而造成槽與槽之間拼接不上。見下圖:

對于這種訂單,橋切應該切料 :
1500(1000+200+200+余量) *302*16. 5 到立體整件拉槽,再行分切、背倒,這樣可以避免因槽拉的不一致導致拼接不上。
4. 2 立體開槽
4. 2. 1 非通槽的加工:
對于非通槽而言, 一般沒有拼接關系, 因此嚴格按照圖紙加工即可, 選擇鑼輪必須根據圖 紙選擇, 在審單時查看要造型的槽車間是否有現成鑼輪。如沒有,與產銷辦溝通是否按最接 近的鑼輪加工。如可以, 則需要待更改圖紙下發后車間再加工。

一般鑼輪為:
圓形鑼輪(直徑 mm) :10、 15、 20、 30、 50
方形鑼輪(直徑 mm) :10、 15、 20、 25、 30、 40、 60、 80、 90
4. 2. 2 通槽的加工:
4. 2. 1. 1 拉絲面的加工:
Ⅰ:拉絲面的槽寬一般就是刀片的厚度, 在 4-5mm 之間, 通常是不需要拋光的(除非客戶 有需求, 價位有調整) 。
由于拉絲面的槽非常之多, 如果一條槽出現誤差哪怕僅為 0. 1mm, 那么 50 條槽的累計誤差為 5mm, 錯位現象就十分嚴重了, 因此加工拉絲面的時候 一定要注意拼接起來進行加工。

Ⅱ :使用拉絲面成型刀加工:
將多個槽合在一起, 設計拉絲面成型刀。用拉絲面成型刀加工可以提高拉槽的加工精 度。減少拉絲面的偏差。
此類拉絲面產銷協要求客戶做標準 5*5 的拉槽, 以后車間只按這個標準加工。
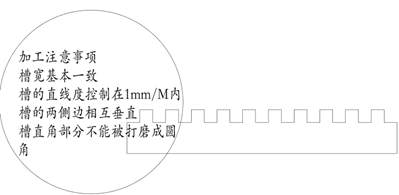
Ⅲ:此類槽的加工, 依據加工寬度制作標準的鋼模板, 加工過程中, 每拉 5 條槽, 操作工 要用標準鋼模板檢查。當發現所拉的槽與標準模板偏差大于 1mm 時, 重新調整槽間距, 糾正加工偏差, 使加工誤差符合加工圖紙要求。

如果拉槽板的寬度太寬, 制作整體的的模板太浪費, 可以只制作一半寬度的模板。
Ⅳ:合料加工或按拼接方式加工的拉槽板分件或分開后按拼接順序編號。
舉例
某工程訂單需要 3400*210*16. 5 的拉絲面, 橋切切料 3000 長和 400 長各一件,由于槽位比較多且需要試拼, 必須要做到 0 誤差, 否則累計誤差將會非常大, 拉槽時必須將兩塊板試拼起來后再行拉槽, 如此方可保證一致。

此類拉絲面板加工時需要注意的是, 拼接加工的規格如果超過了機臺面, 則無法加工。
某工程訂單 5500*3400 規格的拉槽板,因規格太大, 無法拼接起來拉槽, 導致出現累計誤差而客戶進行投訴。因此橋切機在加工超過工作臺尺寸的拉槽板前 需要與產銷協溝通如要加工這么多槽的拉槽板, 可能會有 2mm 左右的誤差, 待產銷協回復客戶同意之后才能加工。

操作工在加工時, 一旦發現槽與標準尺寸或標準模板誤差時應立 即停止加工, 重新對刀,消除或減小誤差, 確保拉槽產品的質量。
4. 2. 2. 2 普通方槽的打磨拋光
與拉絲面一樣,只是槽稍微寬一些, 槽內需要打磨拋光, 水磨工序在拋光時不能將槽間 距磨大或將槽口磨歪, 臺階磨圓、 磨變形。

這類拉槽板在打磨拋光時, 最好不要用電動工 具打磨拋光, 用手工擦砂紙或用砂紙包裹木條、 石條的方法打磨拋光。

4. 2. 2. 3 圓弧槽的加工
圓弧槽的加工工藝相對于拉絲面和方槽來說要簡單一些, 關鍵 是要選準鑼輪, 橋切切板時將長度小于 500 合料切板, 不需要背倒的拉槽板要先水磨拋光后再分件, 避免拉槽板的邊緣部分磨變形。如果需要背倒, 先背倒, 然后水磨拋光, 最后分件。

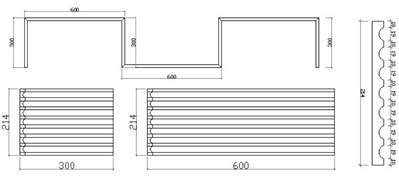
舉例
某訂單需要如下規格的拉槽板, 橋切可連體開料,也可分開開料 600 長 3 件, 300 長 4 件, 立體橋切將 7 片板拼接起來后再行拉槽, 再倒邊, 最后拋光, 拋光時也可以拼接起來進行拋光
在加工拉槽板的過程中,車間排產員需優化圖紙,作出合理的開料方案給橋切, 操作工拉槽時必須嚴格按排產圖紙加工,對于不清楚、 模棱兩可的圖紙必須進行反饋,水磨工也需要拼接拋光, 減少磨變形的現象, 拉槽工藝才能得到優化, 精益生產才能得到體現。

5、產品檢驗
5. 1 槽間距的檢驗
依據加工單上的尺寸檢驗槽間距的加工誤差。檢驗標準:±1。如果偏差超過標準時, 必須按拼接圖修磨,使之圓滑、順暢修磨的長度要大于 1000 以上的長。

5. 2 凡有拼關系的拉槽板, 檢驗員必須按加工單上的安裝圖檢驗拼口處的加工誤差, 并檢查拼接編號的正確性。