客服熱線:
客服熱線: 剪口,是石材拼接處的高低差











剪口研磨,是石材整體研磨過程中,最令人頭疼的一個問題。尤其是花崗石、硬質大理石鋪設時留下的高低差,研磨費時費力。很多時候工人會失去耐心不再研磨,拋光完成后就會留下明顯的波浪紋,影響裝飾效果。所以,有時候雖然高低差很大,磨起來難度很高,但是也不能降低標準,而是一定要磨平。
那么,在研磨整平環節中,怎么解決高標準和高難度的難題呢?本期我們就來介紹一下。
沒磨平的地面
一、剪口是怎么形成的?
剪口的成因有多種。比如,鋪裝時工人操作不規范,未能嚴格找平;或者,鋪裝完的地面,底部的水泥等粘接材料還沒有粘接牢固,有人或機械在上面移動,就會使某些區域翹曲,形成剪口;還有就是石材鋪裝時會用到水,石材吸水和干燥的過程也會發生某種程度的變形,使原本平整的地面出現剪口。
所以,種種因素,使剪口這種現象很 普遍,我們更應該正確看待,并且找到好的解決方法。
明顯的剪口
二、工具選擇是關鍵
剪口這種棘手的位置,是對機械、磨料磨具的真正考驗,所以要求較高。
1、機械要求
機械越重,效果越好;機械寬度越大,控平效果越好。按照這個標準去選擇機械就可以了。比如,在剪口區域,雙頭機的整平效果就遠不如四頭機。因為四頭機無論重量,還是打磨寬度,都高于雙頭機。 自重達到300公斤以上的四頭機,可以最大限度的覆蓋剪口及周圍區域。覆蓋面越大,就越是能在高點和低點之間形成磨削的集中點。再結合機械的高重量,就能很好的將高低差磨平。輕而小的機械,無論控平和切削能力都會差一些。
雙頭機和四頭機
2、軟胎基整平片
剪口處理,是整體研磨過程的一個基礎工作。剪口研磨的好壞,能夠決定整個工程的基礎平整度,以及有無劃痕等。這個環節的難點集中在磨料磨具上。為什么這么說呢?
①鋒利度和劃痕
磨剪口,即“研磨整平”環節,顯然是磨削強度最高的一個環節,因為要在堅硬的石材上,磨掉很厚的一層。這個環節的磨片,也被叫做“整平片”。
為了兼顧工效和工程品質,整平片的鋒利度要很高。很多整平片都采用了“樹脂結合劑+金剛石磨料”的配方,里面能看到有很大的人造金剛石顆粒,切削石材很給力。
還有一種整平片更進一步,采用了“鐵+金剛石磨料”的配方,把金剛石磨料鑄進鐵基中,切削石材不在話下。
但是,這種金屬片如此堅硬,研磨時就很容易留下劃痕。再加上一些產品制造工藝并不怎么嚴格,金剛石顆粒容易脫落,借助機械的壓力和旋轉,上去就是很深的劃傷。這些劃痕一般很難消除,直接影響裝飾效果。
鋒利度、耐磨度、不能有劃痕、工效、成本。。。多重標準,讓整平片的制造顯得有些難度。
劃痕
②軟胎基整平片
“鐵+金剛石磨料”的金屬磨片,屬于一種“硬胎基”磨片。它的優點是切削力、耐磨度都很強,但缺點就是容易造成劃痕。但這種產品的思路,倒是值得借鑒的。因此,我們在此基礎上,將其升級成為“軟胎基”整平片。
什么是“軟胎基”呢?指的是原料的變化,從單一的“鐵+金剛石磨料”,變成了“鐵+銅+鎳+混合磨料+金剛石磨料”。
銅、鎳的加入,使原來單一的鐵基磨片的硬度降低,這種軟化,對防止劃痕非常必要;而且帶來了更好的散熱性能,使磨片不至于因為散熱不佳,熱量集中在一個點上,造成石材燒傷。同時,也對金剛石磨料進行了嚴格的篩選和控制。制造時,嚴格的工藝控制,使金剛石顆粒脫模速度均勻而柔和。不會因金剛石磨料的迅速脫離,造成石材的深度劃傷。
混合磨料,含有三氧化二鋁、碳化硅等成分,他們的作用是能夠優化研磨品質。研磨時,金剛石磨料開道,混合磨料跟進優化。在研磨過程中就杜絕了劃痕的產生。
這就帶來了一個巨大優勢:以前的金屬整平片打完剪口,由于有劃痕,還要重新用普通磨片從50#磨起。但是這種軟胎基整平片,50#、200#磨完后,無劃痕,可以直接接普通磨片的300#開始研磨。
這種新工藝,讓這種磨片能夠實現“又快、又不產生劃痕”的效果。它的整平效率,可以達到普通磨片的3~5倍。這種磨片也有全套的型號,但在石材研磨工程中,我們只使用50#、200#這兩個型號即可。
軟胎基金剛石整平片
③注意事項
這種軟胎基金剛石整平片,鋒利度很高,適合磨削花崗石、硬質大理石等硬度高、難磨石材上的剪口。
在軟質石材上,如石灰石、軟質大理石、白沙米黃等,殺雞就不用牛刀了,用一般的整平片即可。
三、磨剪口的操作技巧
有了好的機械和磨片,在施工時,也要注意一些操作技巧。
1、剪口較大,補一點膠
有些地面石材剪口較大,高達3~5mm,有些甚至夸張到1cm左右(真不知道這幫人是怎么鋪的)。
怎么辦呢?還得磨,而且一定要磨平。
這么大的高低差,如果不做處理,操作時磨片很容易打碎、打飛,機械甚至都能打壞。因此,這種情況在研磨前,需要在剪口處填補一些云石膠,干固之后再施工。就能夠避免上述問題。
如下圖,在畫紅圈的區域高低差嚴重的地方,先用云石膠抹平。
用云石膠填補
2、從高處磨
研磨時,要先從高低差的高處磨。
用下面的圖做例子。圖中畫紅圈的板材凸起,形成了高低差。施工時,就要從這塊板材開始研磨,然后逐漸向周圍的板材找平即可。
否則,從下面磨起,本來就低的石材就會被磨的更低。更難處理。
示意圖(落差一般沒這么大)
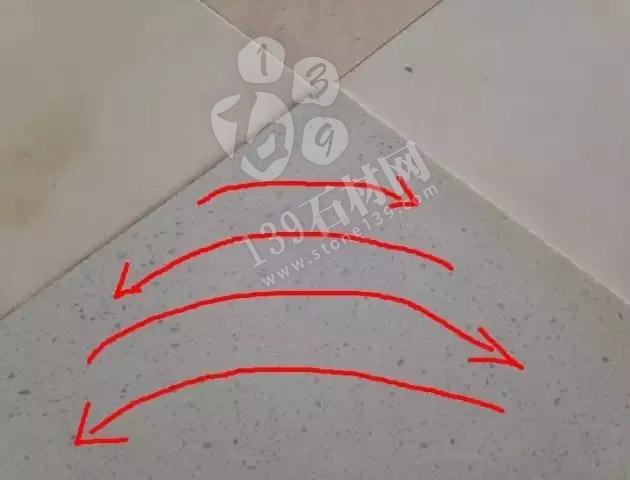
3、扇形擺動
如圖所示,操作時應當讓機器在剪口的高處扇形擺動,而不是正常的前后移動。
這是因為扇形擺動可以讓磨片的磨削集中在較高的區域,一點一點往下磨。如果還按正常的操作,前后移動,那么會將低處磨得更低。會讓整平工作變得更費力。
扇形擺動
4、怎么判斷剪口處理是否完成?
①經驗和感覺
一則可以聽聲音,因為高低差的存在,一定會讓機器擺動時產生跟正常研磨不一樣的聲音。二則可以憑感覺,磨剪口時一般都會伴隨著明顯的機器抖動等現象。
磨完后,通過視覺觀察、用手觸摸等,也很好確定。
②工具測量
用水平尺和塞尺卡到剪口出,能夠測出高低差。打完剪口,塞尺塞不進去,也就證明高低差為0,剪口已經磨平。
剪口測量
四、研磨整平,標準要明確
采用上述方法,再難磨的剪口也能處理的很好。
以目前石材護理業所掌握的技術——不存在磨不平的地,只有不想磨平的人——因此,在處理這種問題時,首先要明確這個觀念。經過研磨,剪口必須處理到高低差為0。只有嚴格的遵守標準,才能帶來最好的工程品質和使用體驗。
底子好,工程才好!
細節決定品質